About Hinges
Type of hinge
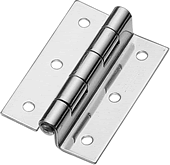
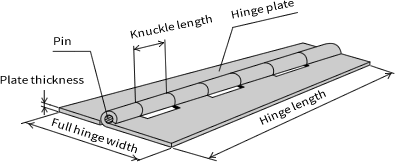
2. Names of each part of hinge
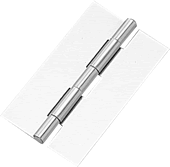
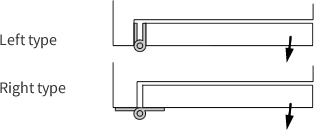
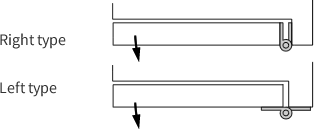
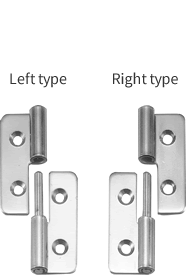
3. Slip-joint hinge left type and right type
4. Custom-made hinges
1. Type of hinge to be made
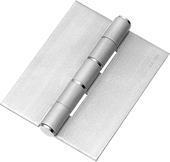
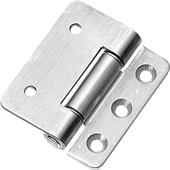
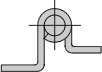
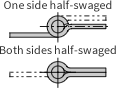
Butt hinge / Parallel hinge / Stepped hinge / Swaging hinge / Other special hinge
2. Material
| Plate material | Cold Rolled Steel plate (SPCC) / Stainless steel plate (SUS) / Brass plate (C2801P) / Aluminum plate (A1080P) |
|---|---|
| Cast parts | Gray cast iron (FC) / Zinc alloy die casting (ZDC) / Stainless steel (SUS) / Aluminum alloy die casting (ADC) / Brass (YBsC) / Aluminum (AC) |
| Turned parts | Steel Wire Rod Mild (SWRM) / Hard Steel Wire (SWRH) / Carbon steel for machine structure (S20C) / Stainless steel (SUS) |
3. Surface finish
| Steel | Zinc plating unichrome treatment (MFZn) / Zinc plating chromate (MFZn-C) / Nickel plating (MFNi) / Chrome plating (MFCr) / Baked |
|---|---|
| Stainless steel | Mirror surface buffing / Hairline finish / Electrolytic finishing / Beads shot treatment |
| Zinc alloy | Chrome plating (MZCr) / Baked / Nickel plating (MZNi) |
| Aluminum alloy | Alumite treatment |
4. Design for hinge
1) When manufacturing with plate
- Shaft diameter is optimally twice the plate thickness.
- An odd number of knuckles allows good rotation.
- The outer diameter of the barrel can be determined with the following formula.
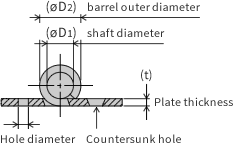

- Be sure to clearly specify the plate thickness / shaft diameter / knuckle length / hole diameter / hole shape (oblong, countersunk, etc.) / finish / etc. For countersunk holes, also clearly specify the diameter of the flat head screw.
2) When manufacturing with cast parts
- Manufacturing is mainly carried out by casting parts when heavier parts are required.
- Unlike plate material, the barrel outer diameter is not affected by the shaft diameter.
- Be sure to specify items b) and d) for “When manufacturing with plate”.
- For sand casting, wooden molds/cast molds are required.
- For die-cast zinc alloy/die-cast aluminum alloy, metal molds are required.
3) When manufacturing with turned parts
- Manufacturing is mainly carried out by working steel pipes and rods.
- TAKIGEN product numbers are B-97, B-98, B-1097, B-1098, B-970, B-980, B-1970, and B-1980.
- Auxiliary plate is required when using the above products for hinges.
*In addition to the above hinges, we also manufacture precision-pressed parts and welded structural parts from metal molds.